 engelsk
engelsk Español
Español Drivkraften och drivkraften för formsprutningsbearbetningsrörelsen (tryckkraft, formklämkraft, materialfallvikt, extruderingskraft, etc.) tillhandahålls av kraften hos formningsmaskinen och utrustningen genom transmissionsmekanismen.
Elektromekanisk drivning: såsom stansmaskiner, friktionspressar, rullsmidemaskiner, etc., drivs och roteras av elektriska motorer för att driva transmissionsmekanismen och är anslutna till de rörliga delarna av formen genom skjutreglaget för att driva riktningsrörelsen hos formen. Och den överförda drivkraften verkar på formen, så att formen kan bilda materialet.
Elektrohydraulisk drivning: det vill säga genom formsprutningsmotorn för att driva hydraulpumpen eller vattenpumpen för att generera hydraultryck och vattentryck, och genom det hydrauliska tillförsel- och kontrollsystemet för vätskan, genereras ett visst nominellt tryck för att driva rörlig del av formen (såsom den rörliga formen) Ansluten hydraulisk Cylindern eller kolven driver den rörliga formen att röra sig i en riktningsförskjutning i förhållande till den fasta formen, och komprimerar sedan materialet ytterligare, så att materialet blir en del efter formningen.
Pneumatisk formning; används huvudsakligen för blister- och formblåsning, det vill säga när formen är i ett fast tillstånd, kommer luftpumpen att generera ett visst undertryck för att direkt suga och fästa plastarket på formytan för att bilda en del, formblåsning Det är för att generera en viss lufttrycksgas genom luftpumpen, blås in i håligheten i den smälta plastdelen eller den smälta glasdelen, expandera och deformera den och fäst den på ytan av formhåligheten att utgöra en del.
Dessutom, sprutform bearbetningsenheter, såsom aluminiumlegeringsprofiler, plastprofiler, plåtar eller filmer, använder i allmänhet extruderingsprocessen. Formen är fixerad på maskinhuvudet och materialet passerar genom formen i form av extrudering, och olika delar bildas genom relativ rörelse av formen. Till exempel förlitar sig plastprofilen på den kontinuerliga spiralrörelsen hos skruven i extruderingsmaskinen, och plasten extruderas in i formen och passerar genom formens profil, och det formade materialet kyls och formas. Den extruderade profilen dras framåt av dragmekanismen, så att den kontinuerliga formningsprocessen genomförs.
1. Produktbildningsprocessen, formstrukturen och tillverkningsprocessen analyseras. För att garantera mögellivslängden upp till mer än 1 miljon gånger.
2. Den kompletta formstrukturen och bearbetningsdelarna måste utformas, och monteringskraven och formsprutningsprocesskraven måste föreslås.
3. Orsakar defekter i utseendet på plastdelar (såsom krympning etc.) eller problem med formstrukturen (såsom inställning av avskiljningsyta, grindsättning, formlivslängd kan inte garanteras etc.). Formens utseende måste garanteras vara fri från rost, stötmärken, funktionshinder och andra moduldefekter.




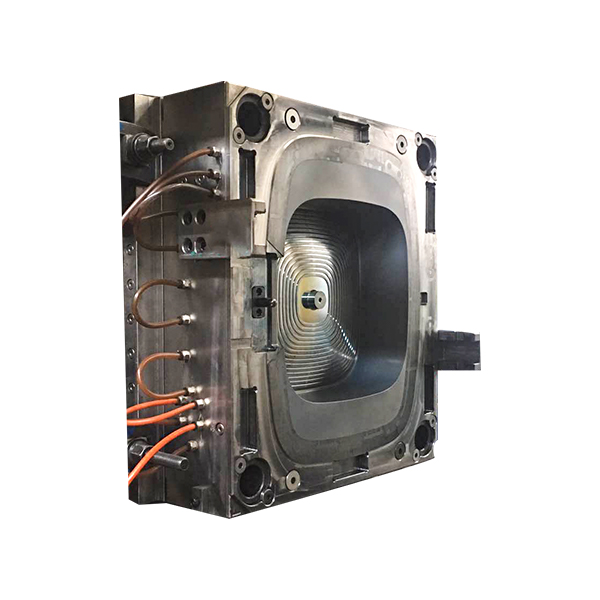
.jpg "Daglig förvaringskorgform (stor)")
.jpg "Förvaringskorgform (liten)")





