 engelsk
engelsk Español
Español Formens kvalitet är direkt relaterad till kvaliteten, produktionseffektiviteten och kostnaden för produkten. Jag tror att alla inte kommer att ha något emot detta. Kvaliteten på formen måste hittas och lösas genom formtestet, så formtestprocessen är mycket viktig för formsprutningsföretag.
1. Formtorrkörningstest - verifiera formens verkan
A. Inspektion av formöppning och stängning under lågt formtryck
1. Formen öppnas och stängs tre gånger i snabb, medium och långsam, oavsett om det finns något onormalt ljud eller blockeringsfenomen under öppnings- och stängningsprocessen;
2. Formens öppnings- och stängningsfunktion är jämn, med eller utan störningar.
B. Inspektion av formutkastningssystem (under lågt tryck)
1. Utstötningsåtgärden är uppdelad i snabb, medium och långsam utkastning 3 gånger, och kontrollera om det finns något onormalt fenomen;
2. Kommer den att sitta löst eller fastna efter att utkastarstiftet vid planet har matats ut?
3. Om den avfasade fingerborgen eller cylindern är installerad med en positioneringsstift för att förhindra att den lossnar eller roterar.
4. Utkastningssystem (om det förekommer onormalt ljud och darrningar när utkastarstiftet eller ejektorblocket skjuts ut.
C. Inspektion av formåterställning
1. Formen återställs 3 gånger med snabba, medelhöga och låga hastigheter för att se om den kan återställas. Efter återställning är ändytan på det sneda ejektorstiftet inte högre än 0,1 mm från formen eller i nivå med formkärnan;
2. Huruvida utkastarstiftet stör funktionen av radpositionen när utkastaren skjuts ut, och om skjutreglaget återgår till ursprungsläget;
3. Formen är utrustad med en återställningsanordning för fingerborg.
För det andra, testa balansen i håligheten i limet
1. Samla kontinuerligt in pengar för att spela 5 formar och väga deras vikt;
2. Anteckna vikten i en stycke för varje produkt i varje form;
3. Minska injektionsvolymen och fyll 20 %, 50 % och 90 % av proverna i 3 formar;
4. Väg och registrera vikten för var och en av ovanstående produkter;
5. Om skillnaden mellan produktens maxvikt och minimivikt är mindre än 2 % är det acceptabelt. Om det är en enstaka kavitetsform krävs också ett insprutningsbalanstest.
3. Hur man bestämmer den optimala kyltiden
1. När formsprutning processförhållanden är lämpliga, efter att produkten är full, uppskatta kyltiden, välj en längre kylningstid, gör produkten helt sval, gör 3 formar och mät dess storlek;
2. Storleken på produkten som injiceras vid varje nedkylningstidpunkt bör mätas efter att plastdelen är helt kyld i cirka 15 minuter;
3. Grunden för att bestämma den optimala kyltiden, med hänsyn till produktens dimensionella stabilitet.
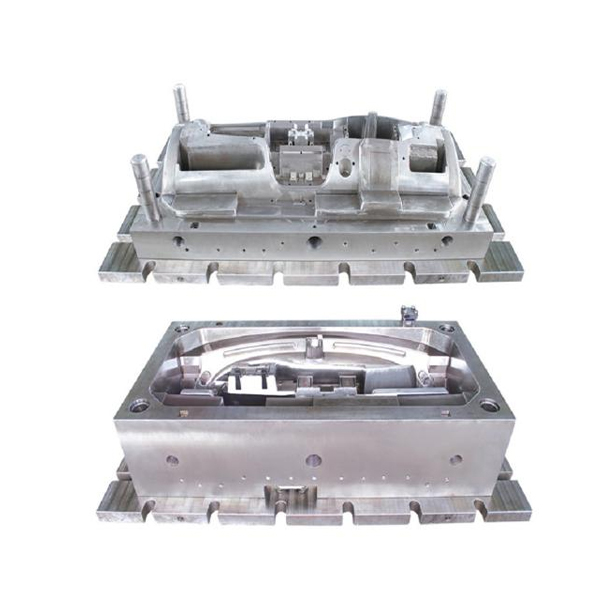
1. Bilstötfångarformen antar den interna skiljelinjestrukturen.
2. Formen på formen har ingen blixt och inga svetsmärken.




.jpg "Daglig förvaringskorgform (stor)")
.jpg "Förvaringskorgform (liten)")





