 engelsk
engelsk Español
Español Design och tillverkning av plastformar kommer att vara nära relaterad till plastbearbetningsprocessen. Framgången eller misslyckandet med plastbearbetning beror till stor del på effekten av formdesign och kvaliteten på formtillverkning, och designen av plastformar är baserad på korrekt design av plastprodukter. Bas.
De strukturella elementen som ska beaktas vid utformningen av plastformar är:
①Skillnadsyta, det vill säga kontaktytan där dynan och stansen samverkar med varandra när dynan är stängd. Valet av dess position och form påverkas av faktorer som produktens form och utseende, väggtjocklek, formningsmetod, efterbearbetningsteknik, formtyp och struktur, avformningsmetod och formmaskinens struktur.
②Strukturdelar, det vill säga skjutreglage, lutande toppar, raka toppblock etc. av komplexa formar. Utformningen av strukturella delar är mycket kritisk, vilket är relaterat till formens livslängd, bearbetningscykel, kostnad, produktkvalitet etc. Därför kräver design av en komplex formkärnstruktur en högre omfattande förmåga hos designern, och strävar efter enklare, mer hållbara och mer ekonomiskt så långt som möjligt. Design.
③ Formnoggrannhet, det vill säga undvikande av kort, exakt positionering, styrstolpar, positioneringsstift, etc. Positioneringssystemet är relaterat till produktens utseendekvalitet, formens kvalitet och livslängd. Beroende på formens olika struktur väljs olika positioneringsmetoder. Positioneringsnoggrannhetskontrollen beror huvudsakligen på bearbetningen. Den interna formpositioneringen anses främst av designern utforma en mer rimlig och lättjusterad positionering. Sätt.
②Gatingsystem, det vill säga matningskanalen från formsprutningsmaskinens munstycke till kaviteten, inklusive huvudkanalen, löparen, grinden och kaviteten för kallt material. Speciellt bör valet av portposition hjälpa den smälta plasten att fylla håligheten i ett bra flödestillstånd, och det fasta löpar- och grindmaterialet som är fäst vid produkten kan lätt kastas ut från formen och avlägsnas när formen öppnas .
③ Plastkrympningshastighet och olika faktorer som påverkar produkternas dimensionella noggrannhet, såsom formtillverknings- och monteringsfel, formslitage, etc. Dessutom, vid design av kompressionsformar och formsprutningsformar, matchning av process- och strukturparametrar för formningsmaskinen bör också övervägas. Datorstödd designteknik har använts i stor utsträckning i formdesign av plast.
Blomkrukform av plast för dagligt bruk
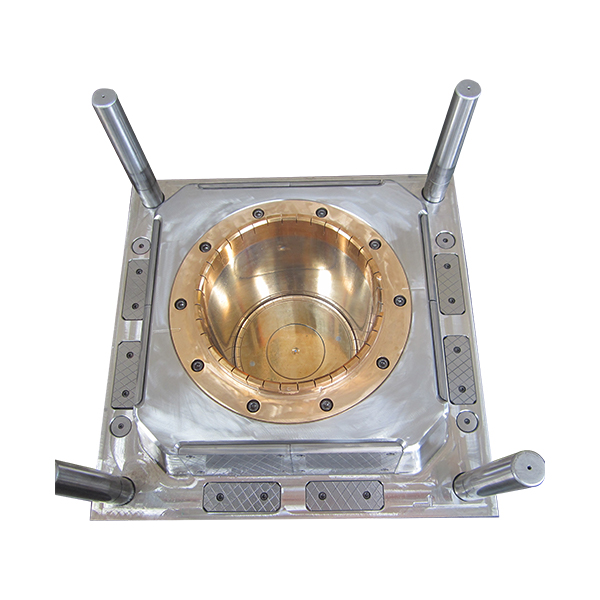
Formsprutningsprocessen blandas med plastråvaror PE eller PE, värms upp och smälts av en formsprutningsmaskin, sprutas in i blomkrukformen av plast med högt tryck, kyls och formas och tas ut av en robot, med en kort produktionsomgång. period och hög verkningsgrad.




.jpg "Daglig förvaringskorgform (stor)")
.jpg "Förvaringskorgform (liten)")





